The Transition from Copper/Brass to Aluminum In Automotive Radiator Applications - Part 1
Technical Information
Synopsis
The use of aluminum alloys in automotive heat exchanger applications has steadily increased over the nearly 3 decades, particularly in engine cooling and air conditioning systems for passenger vehicles. This paper will briefly review what precipitated the transition from traditional copper/brass to aluminum radiators by outlining the technical merits such as weight savings, performance, corrosion resistance and manufacturing processes.
Introduction
In the early eighties, copper/brass enjoyed approximately 95% of the radiator market in North America. Since the mid-eighties, the aluminum content of passenger vehicles has nearly doubled in order to satisfy environmental considerations such as reducing emissions and improving fuel efficiency through weight savings. By the end of 2005, it is expected that at the OEM level, roughly 100% of passenger car radiators, heater cores, condensers and evaporators will be manufactured from aluminum (1).
Weight Savings
It is common knowledge that copper has superior thermal conductivity than aluminum. And it is also known that aluminum is about one third the density of copper (2.7 g/cm³ for Al and 8.9 g/cm³ for Cu). One might conclude then that you use copper/brass when you want heat transfer efficiency (good cooling) and use aluminum when you want weight savings. However, as will be explained in more detail in the section below, aluminum radiators can be significantly lighter than similar copper/brass units and still provide better cooling.
Performance
The performance characteristics of a radiator must take into consideration more than just the thermal conductivity properties of the metal. The radiator tubes transfer heat from the coolant to the fins. Air passing through the fins carries heat away. It stands to reason then that the more contact area between the fins and tubes, the more efficient the radiator will be at dissipating heat. Figure 1 (bottom) shows a typical cross-section for a 4 row copper/brass radiator. Area “A” is where maximum heat transfer occurs, i.e., where the fins make contact with the tube. Area “B” on the other hand is considered dead-space, where no heat transfer takes place.
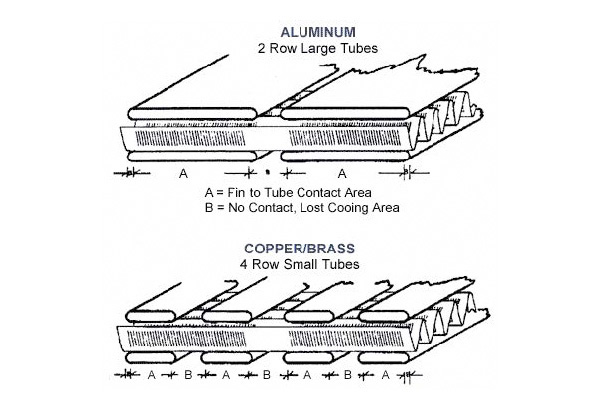
Figure 1: Fin-to-Tube Contact Area in Aluminum and Copper/Brass Radiators
Therefore, better heat transfer efficiency would result if the tubes were wider, thereby increasing the fin-to-tube contact area as shown at the top of Figure 1. A typical copper radiator uses 3/8” to 5/8” wide tubes. However, increasing the width of the tubes would also require an increase in tube wall thickness to prevent ballooning and for copper, the penalty in weight gain could be severe. Increasing the tube wall width to 1” would require double the wall thickness of 5/8” tube resulting in a radiator weighing up to 60 lbs.
The answer to the above dilemma is to use aluminum. Using the example in Figure 1, a radiator could be manufactured with 1” to 1 ¼ “ wide tubes with a suitable wall thickness to prevent ballooning and still be up to 60% lighter than the same radiator built from copper. Furthermore, the increased tube-to-fin contact area in this example increases cooling capacity by roughly 25%.
The ability to use wider tubes also means that one can achieve the same cooling capacity in a one-row aluminum design compared to a multi-row copper/brass design. Single row radiator cores also have a huge advantage in being able to reduce air-side pressure drop as a result of much less resistance to air flow through the thickness of the core. The limitations in copper/brass multi-row designs combined with advantages of improved heat transfer from wide-tube, singlerow designs have focused the industry’s attention to improving the single row aluminum heat exchanger. The industry’s attention thus turned to increasing the fin-to-tube contact area by widening the tubes even more, thereby maximizing the heat transfer efficiency of a single row core.
This led to the development of the rolled formed aluminum tube or “B-tube”. This manufacturing process adds a mid-section supporting member (see Figure 2) which effectively reduces the major axis tube width by 50%. This allows the width of the tube to increase without the need to increase the tube wall thickness. The details of radiator B-tubes is beyond the scope of this article and are discussed elsewhere (2, 3)
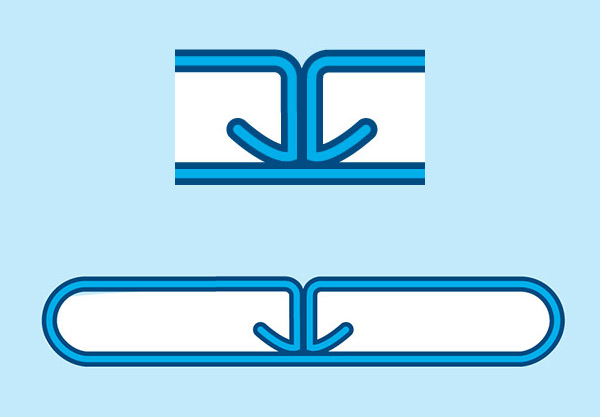
Figure 2: Generic Configuration of a Radiator Folded “B-tube”
Alloy Developments – Strength and Corrosion Resistance
Radiators and condensers face the most corrosive environment of all the automotive heat exchangers. Sea salt from coastal regions, acid rain in industrial cities, road salts in regions with snow and ice all contribute to fin and tube corrosion. In the early eighties when aluminum was just making its mark on the heat exchanger industry, there was a legitimate concern over corrosion resistance (4). At the same time, even with the switch to lighter weight aluminum, there was still a drive toward down-gauging for cost and weight savings. While standard aluminum alloys such as AA3003 are still used widely in the heat exchanger industry today, the result has been a push towards higher strength, higher corrosion resistance alloys for more than two decades.
The requirement for the ‘ten year’ radiator was soon met with a variety of alloy developments and sacrificial corrosion protection schemes. In fact, so great was the push for newer, stronger and more corrosion resistant alloys (too numerous to mention here) that tube wall and finstock thicknesses down-gauged from 0.020” and 0.008” in 1985, to as low as 0.010” and 0.002”, respectively, in 2004 (1). It is difficult to imagine even more down-gauging beyond the current 0.010” and 0.002” for tube and finstock respectively, but the trend is still evident. It is even more difficult to imagine similar trends with copper/brass in the same timeframe!
References:
Gray, Alan., The Growth of Aluminium in Automotive Heat Exchangers, 3rd International Congress – Aluminium Brazing, Düsseldorf, 2004.
Ross, Gary R, Curtindale, William D, Controlled Atmosphere Brazing of Roll-formed Folded Aluminum Heat Exchanger Tubes, Therm Alliance International Invitational Aluminum Brazing Seminar, 1999.
Jackson, A., Price H.C.R., High Performance Core Technology for Brazed Automotive Radiators, VTMS C496 / 076, 1995.
Scott, Arthur C., Corrosion Performance of Long-Life Automobile Radiators, VTMS3, 971857, 1997.
Winterbottom, Walter L., The aluminum auto radiator comes of age, Advanced Material and Processes, pp 55-56, Vol. 5, 1990.
www.cuprobraze.com
Ochiai, H., Hataura, K., Application of Non-Corrosive Flux Brazing Aluminum Radiator to Agricultural Machinery, SAE Conference paper 911298, 1991.
|