
Flame Brazing Technology – Part 4
What is critical
Have a clean surface (free of dust, grease)
Heat the joint evenly to brazing Temperature
Choose the right brazing alloy for the job (Mg content !)
Select the appropriate flux to remove the oxide skin from the faying surfaces of the joint
Use a capillary gap of the appropriate size
ALUMINIUM BRAZING – Correct brazing temperature
Melting point of copper 1084°C
Copper‐phosphorus alloy
- Elgalin Cu87 657°C ‐ 687°C
- Elgalin Cu93 710°C – 820°C
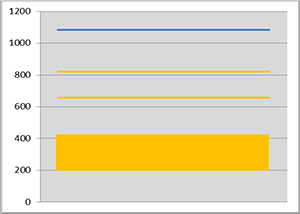
No flux necessary
Brazing temperature is below the melting
point of base material
Melting point of aluminium 630‐660°C
Aluminium‐Silicon alloy
- AlSi12 577°C – 585°C
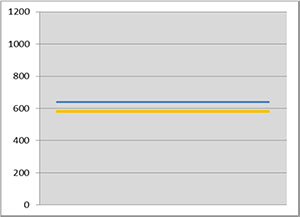
Flux is necessary
Brazing temperature is very near the
melting point of base material
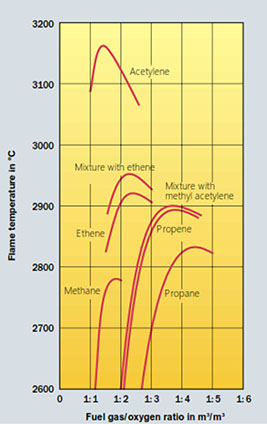
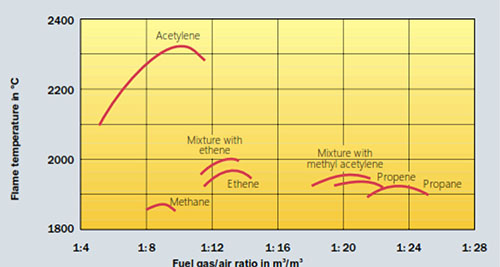
ALUMINIUM BRAZING – Correct brazing temperature ‐ flame
Acetylene + O2 3170°C
Propane + O2 2830°C
Natural gas + O2 2780°C
Acetylene + compressed air 2300°C
Propane + compressed air 1900°C
Natural gas + compressed air 1850°C
CAPILLARITY – right gap of the brazing joint
Capillary action works with gap between 0.05 and 0.2mm
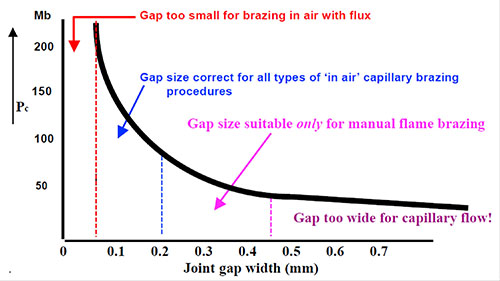 Preciseness is essential for Al brazing.
Preciseness is essential for Al brazing.
Hinterlasse einen Kommentar
An der Diskussion beteiligen?Hinterlasse uns deinen Kommentar!