
Folded Radiator Tubes (B-Tubes)
Brazing Issues
Folded tubes (or B-type tubes) for radiators have been developed several years ago. There are slightly different designs patented by most of the heat exchanger manufacturers.
Below illustrations show three different B tube designs:
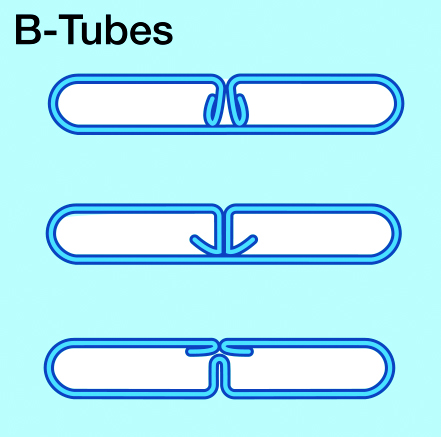
The folded tubes are produced from brazing sheet coils by a multi-step roll forming process – bringing the sheet gradually into a “B” shape. B-tubes have certain advantages – particularly regarding strength. The folded ends of the tube sheet are brazed inside the tube, which creates a very robust bridge between the walls. This results in higher burst pressure resistance.
The B tube roll forming process replaces the tube seam welding procedure. Standard flat radiator tubes are seam welded on one side – while folded tubes are joined during brazing. It is a general observation that folded tubes (“B-tubes”) are more difficult to braze (when compared with seam welded tubes).
Some of the problems are related to flux coverage. Other difficulties are related to erosion effects due to the fact that there is more filler metal available from folded tubes than from welded tubes. One common feature of all folded tubes designs is the presence of a triangular gap or “delta” between the flat exterior portion of the tube wall surface and the fin convolution. This delta is created by the presence of the folds in the tube. This is a common failure site at the tube to header joint because there is not enough filler metal at the joint to allow for proper fillet formation.
In order to avoid troublesome inner tube fluxing and to minimize the level of flux residue in the cooling loop it has become more and more common to flux the tube folds (the so called leg) at the folding machine using a needle like dispenser which places a thin bead of flux paste along where the tube leg touches the tube inner surface in the subsequent folding operation. A specially formulated flux paste is required for such operation. Solvay offers for this purpose several formulations with different flux concentrations, viscosity ranges, and additives.
Another common feature with folded tube designs is that the fin-to-tube-joints are consistently larger on the folded tube side than on the non-folded side of the tube. This is attributed to the path created by the fold in the tube which allows the filler metal to flow from the header, up the tube and from the tube fold panels up into the fin to tube joint.
The dominant phenomenon present in brazing is capillarity, i.e. the force which draws the filler metal into the joints. A heat exchanger core may be considered as a complex matrix of capillary sites. Now, in a non-folded tube design, all the joints are considered separate and autonomous, that is none of the joints are connected. For the most part then, filler metal is drawn into the fin to tube and tube to header joints from the immediate area surrounding the joint.
When a folded tube is added, many of the previously separated joints become connected and inter-dependent. The fin to tube joints on the side of the tube fold are now in direct contact with the seam along the fold of the tube, which is also in contact with the tube to header joint at the header slot. Now, the heat exchanger has an extended zone to draw filler metal from, as the available clad for the fin to tube joint now extends throughout the entire length of the tube seam and even includes the header. During brazing, the center of the core will heat up faster (lighter weight compared to the heavier thermal mass of the headers and side supports) and creates a temperature gradient. The filler metal from the header is able to travel down the seam throughout the length of the seam, depleting the area around the tube to header joint of valuable filler metal. The result is smaller tube to header joints with a greater risk of failure and large tube to fin joints on the folded side of the tube.
One way to reduce the flow of filler metal along the seam resulting in saturation of the tube to fin joints is by putting Mg in the fin. This goes back to the principle of competing joints, where the joint with more Mg will draw less filler metal. By adding a small percentage of Mg in the fin yet keeping it brazeable, the wettability of the fin to tube joint is slightly reduced. The fin-to-tube-joints neither draw up all of the available clad from the headers nor from the tube seams. The clad no longer runs up the tube. Reduced wettability forces the clad to stay in the tube seam and in the tube to header joints.
If problems are observed with excessively large tube to fin joints on the folded tube side and/or if the tube to header joints are small and commonly fail due to a lack of filler metal, it may be considered to use fins with more Mg – to take advantage of the features mentioned above.
Hinterlasse einen Kommentar
An der Diskussion beteiligen?Hinterlasse uns deinen Kommentar!