
Flame Brazing Technology – Part 2
Selecting the Correct Flux –WHAT?
The first requirement of an Aluminium brazing is to be chemically effective.
Fluxes are categorized as active (corrosive) and inert (noncorrosive).
Fluoride base fluxes → NON‐CORROSIVE
The fluxes leave the white gritty residue on the part. These fluxes include the higher temperature potassium
aluminium fluoride and the lower activated cesium aluminium fluoride Fluoride flux residues is tightly adhered to aluminium surface, relatively insoluble, not necessary to be removed. Fluoride flux operates by melting, spreading and dissolving of aluminium oxide layer.
Active fluxes ‐ Chloride base fluxes → CORROSIVE
The appearance of the part after brazing is bright and shiny. The chloride post braze residues must be removed by water washing or chemical treatment, to prevent the occurrence of electrolytic corrosion. These fluxes require a significant exposure to hot water to remove the corrosive flux residues. Attention must be given to the outside of the assembly and to any residues that have migrated to the inside of the part.
Chloride flux is reported to work penetrating aluminium oxides at weak points and breaking up the oxide/aluminium bond.
Selecting the Correct Flux –WHY?
Effect of Mg content on mechanical properties and braze ability of Al‐alloys.
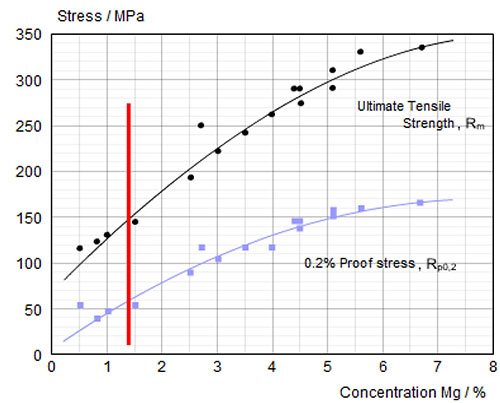
0,3‐0,6% Σ(Mg+Cu)% -> 2% cesium flux
0,6‐0,9% Σ(Mg+Cu)% -> 6‐10% cesium flux
0,9‐2% Σ(Mg+Cu)% -> 100% cesium flux
>2% Σ(Mg+Cu)% -> 726/0726 pastes
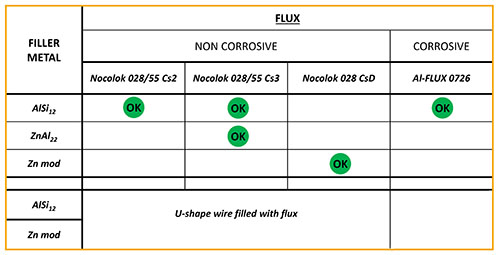
Correct filler metal / Correct flux
Fluxes must be thermally matched to the melting phase of the braze filler base metal.
CORROSIVE flux paste for the flame brazing of aluminium materials
Al‐FLUX 0726/2zG – Flux Paste
• As the active component of Corrosive‐Flux‐Paste, AL‐Flux 0726 contains a mixture of LiCl,
NaCl, KCl, inorganic‐ and complex‐ fluorides.
• Organic carrier systems are used to prepare a wide range of pastes for the flame brazing of
aluminium materials.
• Al‐Flux 0726 Flux Paste is typically applied by dispensing and brushing for flame brazing. No
component mixing is required. Products are supplied as ready to use products, requiring short
remixing
NON‐CORROSIVE Flux Paste for the flame brazing of aluminium materials
NOCOLOK® 028/55 Cs2 ‐ Flux Paste
NOCOLOK® 028/55 Cs3 ‐ Flux Paste
NOCOLOK® 028 CsD ‐ Flux Paste
From low‐temperature brazing (450°C) to the brazing of high‐strength aluminium alloys.
To be continued…
Hinterlasse einen Kommentar
An der Diskussion beteiligen?Hinterlasse uns deinen Kommentar!