
Flux Characteristics and Transfer Systems in Electrostatic Application – Part 6

Flux Transfer Systems in Electrostatic NOCOLOK® Flux Application
For these experiments, a fluxing booth from Nordson designed for semi-continuous production was used. This unit’s (216 cm height, 143 cm width, 270 cm depth) key components are a hopper, a spray gun, two filter cartridges and the necessary control units.
The work piece is placed on a grating, which can be manually moved back and forth. The spray gun automatically progresses from left to right and back in intervals of approximately 21 seconds (21 seconds for 65 cm; 3.1 cm/s).
Responding to recent market developments, a second flux transfer system was installed in this fluxer. An ITW/Gema hopper including spray gun and control unit were added to the booth.
The distance between the spray nozzles and the grating is 34 cm
Principles of Flux Transfer Systems in Electrostatic NOCOLOK® Flux Application
The Nordson hopper utilizes the principle of powder fluidization to convey the flux via a Venturi pump and a feed hose to the spray gun. An agitator in the hopper supports flux fluidization.
The ITW/Gema system has a hopper with a helix screw conveyor to mechanically transfer the powder into a funnel. From there, a Venturi pump transports the flux through a hose to the spray gun.
Both systems are equipped with vibrators in some positions to reduce flux buildup. The spray guns are operated with 100 kV to charge the powder.
The design of the Venturi pump and the electrical spray gun of the two systems are very different from each other. However, in view of the experiments described here, this was only of minor influence. The focus is on trends of flux behavior when samples with fine and coarse particle size distributions are compared. Using the technology type rather than the manufacturer’s name is even more in line with the objectives.
Experiments with Flux Transfer Systems:
Trials to determine the consistency of flux flow and deposition on radiators were performed, using sample 1 and sample 2 in the powder fluidization (Nordson) and the mechanical transfer (ITW/Gema) equipment.
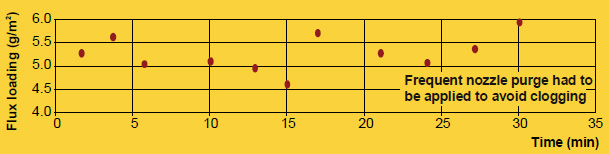
As the first step, the control units (for flow air and/or helix speed) needed to be adjusted for each test to a flow rate that provided a flux loading of approximately 5 g/m². The experiment was then continued for 30 minutes without changing the equipment settings. In intervals of two to four minutes, radiators were placed on the grating for coating, and then weighed to determine flux loading. Each test series included ten or eleven units.
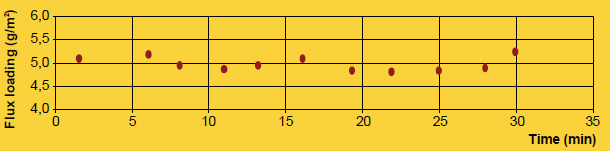
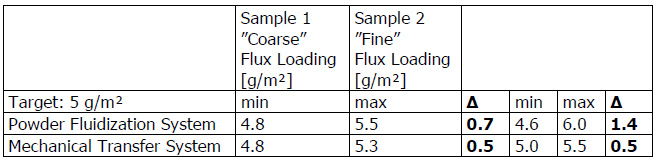
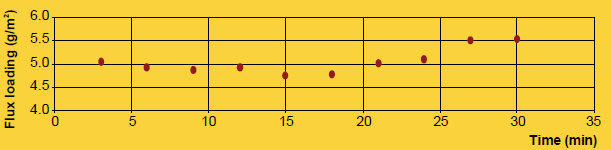
The results are summarized in the table ”Flux Deposition on a Heat Exchanger”. Material of sample 1 (”coarse” material) showed relatively consistent behavior in both systems. Variations are in a range of 0.7 g/m² with powder fluidization and 0.5 g/m² with mechanical transfer. For sample 2 (”fine” material), the findings indicate more significant fluctuation with powder fluidization. The range is 1.4 g/m². In the mechanical transfer system, the variations of sample 2 are lower, 0.5 g/m².
Due to the influence (and statistical variances) of the experimental conditions with different Venturi pump designs and different spray guns in both systems, the results only provide information on trends. As could be expected, the equipment relying on powder fluidization showed lower consistency with fine material. It is more difficult to fluidize fine material, and consequently it is more difficult to transfer flux powder by fluidization.
Sample 1, which has better fluidization properties, has lower fluctuations in both systems. This indicates a more beneficial performance of a flux powder with good fluidizing capabilities.
Mechanical Transfer System – Sample 1
Mechanical Transfer System – Sample 2
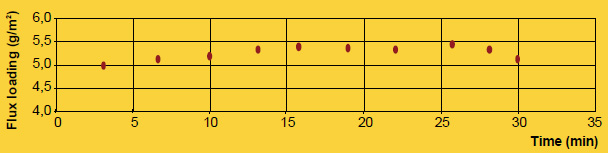
Table 3: Flux Deposition on a Heat Exchanger (30 Minutes Test)
Powder Fluidization System – Sample 1
Powder Fluidization System – Sample 2
These results were confirmed by other observations made during additional trials. Material with spray factors of approximately 45 g/0.5 min and higher (with good fluidization) flowed through the equipment pipes and hoses with less material buildup and created lower amounts of residue buildup on the spray nozzles. Large particles also partially compensate for the Faraday Effect, which makes it difficult for the electrostatically applied flux to penetrate the fin package (center of heat exchanger with tubes and fins).
Conclusions:
The experimental work for this paper identified and evaluated essential performance characteristics for electrostatic flux application:
- Powder fluidization
- Powder adhesion
The flux particle size distribution and the relative ratio of fine particles in the flux powder are key factors in dry fluxing.
A specific proportion of fine material in the flux is important for adequate adhesion.
Larger particles contribute to proper fluidization.
Equipment parameters for electrostatic fluxing must be adjusted to suit the specific flux properties.
Fluxes utilized for electrostatic application need improved fluidization characteristics, but not at the expense of adherence performance.
To be continued …
Hinterlasse einen Kommentar
An der Diskussion beteiligen?Hinterlasse uns deinen Kommentar!